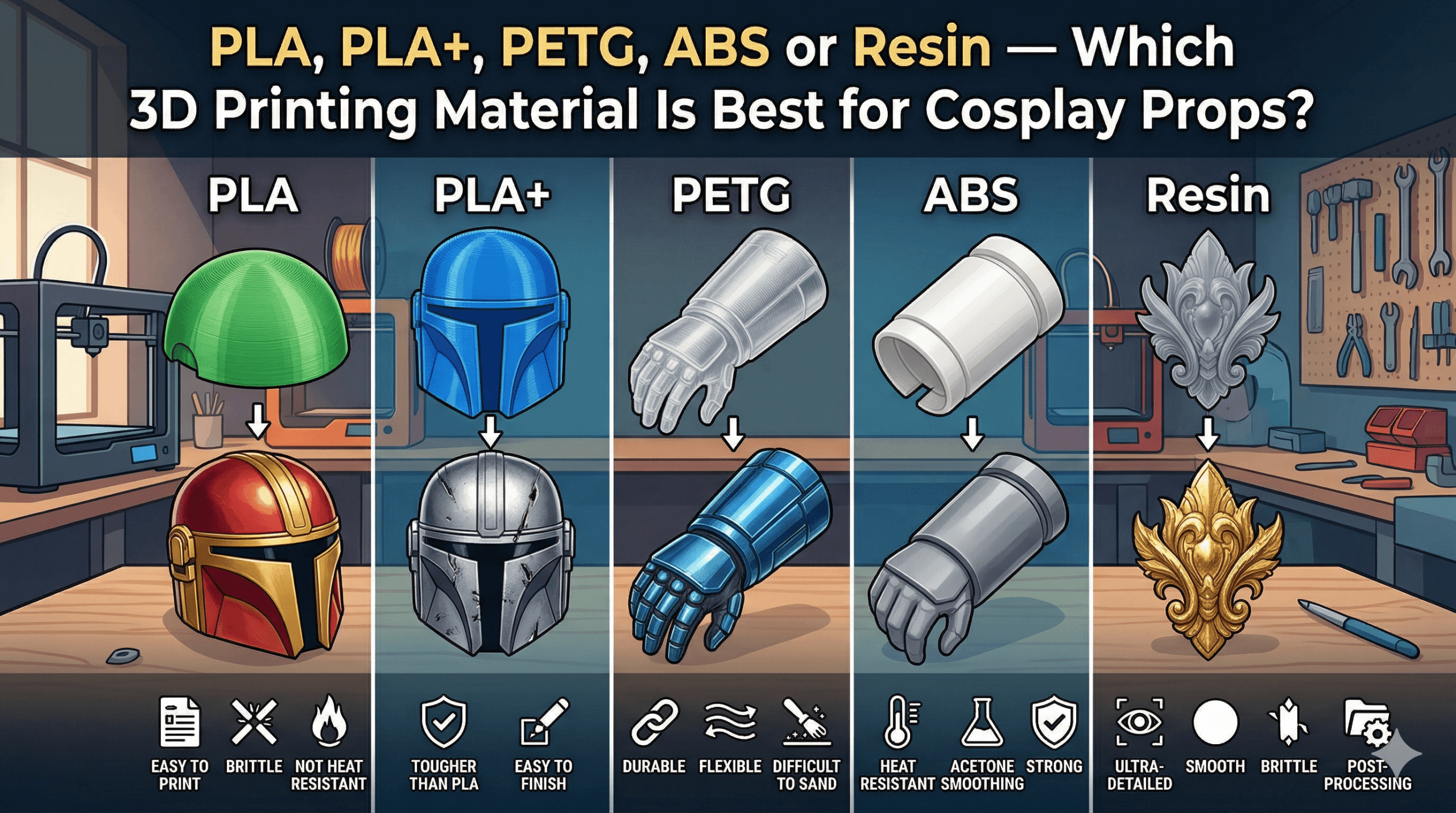
PLA, PLA+, PETG, ABS or Resin — Which 3D Printing Material Is Best for Cosplay Props?
Choosing the right 3D printing materials for cosplay props is one of the most common questions I get asked before a commission starts. PLA, PLA+, PETG, ABS, resin — the options can feel overwhelming if you’re not deep in the hobby. The truth is there’s no single best material. Each one has genuine strengths, real limitations, and a specific role in the workshop. At Printed Props Workshop I use all five, often on the same build. This guide breaks down exactly what each material is, what it excels at, and when I reach for it.
PLA — The Reliable Workhorse
PLA (Polylactic Acid) is the most widely used FDM filament in the world, and for good reason. It prints easily, reliably, and at relatively low temperatures — which means fewer failed prints, faster turnaround, and lower cost per build.
For cosplay props, PLA is my default for large structural pieces: helmet shells, armour panels, rifle bodies, sword cores, statue bases. It sands and primes well, holds paint properly, and is light enough that you won’t regret wearing it at a full-day convention. The Bambu Labs P1P in my workshop eats through PLA fast — large pieces that would take days on a slower printer are done overnight.
Best for: helmets, large armor, long weapons, structural parts, anything over 20cm/7.8 inches
Limitations: visible layer lines that need sanding and filling, not ideal for fine raised detail under 0.4mm, slightly less impact-resistant than PETG
PLA+ and PLA Pro — When Standard PLA Isn’t Enough
PLA+ and PLA Pro are enhanced versions of standard PLA — same easy printability, but with improved toughness, reduced brittleness, and better layer adhesion. Different brands formulate these differently, but across the board they give you a noticeably stronger part than regular PLA without the printing headaches of PETG or ABS.
I reach for PLA+ when a prop is going to take some punishment — handled weapons that will be posed with at conventions, armour pieces that need to flex slightly without cracking, or any part where I’m worried standard PLA might snap under stress. The difference in print settings is minimal, but the result in your hands is noticeably less brittle.
I find that PLA Pro tends to have an even tighter dimensional tolerance and slightly better surface finish than PLA+, which makes it a good choice for parts that need to fit together precisely — multi-section builds where alignment matters.
Best for: handled props, armor that needs some flex, multi-part builds with tight tolerances, anything that might get bumped around
Limitations: slightly more expensive than standard PLA, marginal improvement over PLA for display-only pieces where strength isn’t a concern
PETG — Tough, Flexible, Convention-Ready
PETG (Polyethylene Terephthalate Glycol) sits between PLA and ABS in terms of properties — tougher and more flexible than PLA, easier to print than ABS, and with better heat resistance than both. For cosplay props that need to survive real-world use, PETG is often the smartest choice.
The key advantage of PETG is impact resistance. Where PLA might crack if a prop takes a knock, PETG flexes and absorbs the impact. For sword hilts you’re actually gripping, gauntlets you’re putting on and taking off repeatedly, or any armour piece that clips or straps to your body, PETG holds up better over time.
It does print slightly differently to PLA — it needs higher temperatures, is more prone to stringing, and doesn’t sand quite as smoothly. The finishing process is a little more involved, which is reflected in build time. But for wearable, functional props it’s worth it.
Best for: wearable armor, gauntlets and gloves, anything that straps or clips to the body, handled weapons used at events, any piece where flexibility under stress matters
Limitations: harder to sand than PLA, prone to stringing if print settings aren’t dialled in, slightly more expensive, not ideal for very fine detail parts
ABS — Heat Resistant and Acetone-Smoothable
ABS (Acrylonitrile Butadiene Styrene) is the old guard of FDM filaments — it’s been around since the beginning of desktop 3D printing and has a specific set of properties that still make it useful for certain builds.
The two things ABS does that other materials don’t: it handles heat well, and it can be acetone-smoothed. Heat resistance matters for any prop that might be left in a hot car, stored in a warm garage, or used under stage lighting — PLA starts to soften around 60°C, which is lower than you might think. ABS holds its shape considerably better at higher temperatures.
Acetone smoothing is a finishing technique where you expose the printed ABS part to acetone vapour, which slightly melts and reflows the surface — eliminating layer lines entirely and leaving a smooth, almost injection-moulded finish. For display pieces where you want a flawless surface without hours of sanding, this is a genuine advantage.
The downside is that ABS is the trickiest of the FDM materials to print. It warps, it needs an enclosure, it emits fumes that require ventilation, and it’s less forgiving than PLA or PETG. The Bambu Labs P1P handles it well because it’s fully enclosed — but it’s not a material I default to unless there’s a specific reason.
Best for: props that need heat resistance, display pieces where a glass-smooth surface is the priority, any build where acetone smoothing is part of the finishing plan
Limitations: requires an enclosed printer, prone to warping, emits fumes during printing, more temperamental than PLA/PETG, not necessary for most standard builds
Resin — Museum-Level Detail
Resin printing works on an entirely different principle to FDM. Instead of melting and depositing plastic, a UV light source cures liquid resin layer by layer — producing surface detail that FDM simply cannot match. The Elegoo Saturn 2 12K in my workshop prints at a resolution that captures detail you need a magnifying glass to fully appreciate.
For cosplay props, resin earns its place on anything where fine surface detail is the whole point: lightsaber hilt components, blaster detail panels, helmet emblems, greeblie clusters, bust portraits, display bases with intricate textures. The difference between a resin-printed hilt detail and an FDM-printed one is immediately visible — resin has crisp edges, clean transitions, and zero visible layer lines straight off the printer.
The trade-offs are real though. Resin build plates are small — you can’t print a full helmet in resin. It’s more brittle than any FDM material, so it’s not suitable for wearable or handled props. It costs more per ml, takes longer to post-process, and requires careful handling with gloves and ventilation.
For display-quality detail parts on a larger build, it’s irreplaceable. For the structural body of anything you’re going to handle, it’s the wrong tool.
Best for: hilt details, emblems, greeblies, bust faces, fine surface textures, any small part where detail resolution is the priority
Limitations: small build volume, brittle under impact, not wearable, higher cost, requires post-processing and careful handling
At a Glance — 3D Printing Materials for Cosplay Props
Property | PLA | PLA+/PLA-Pro | PETG | ABS | Resin |
|---|---|---|---|---|---|
Strength | Good | Better | Best FDM | Good | Brittle |
Detail Quality | Good with prep | Good with prep | Good with prep | Good with prep | Outstanding |
Max Build Size | Very large | Very large | Very large | Very large | Small-medium |
Heat Resistance | Low | Low | Medium | High | Medium-high |
Wearable? | Yes | Yes | Best choice | Yes | Not recommended |
Print Difficulty | Easy | Easy | Moderate | Hard | Moderate |
Relative Cost | Low | Low-medium | Medium | Medium | Higher |
Best Used For | Large structural parts | Handled props | Wearable armor | Heat resistant pieces | Fine detail parts |
Why Most Builds Use More Than One Material
The question isn’t usually which material to use — it’s which material to use for which part.
Take a full-size Mandalorian helmet. The shell, visor surround, and cheek plates get printed in PLA+ — large, structural, needs to hold its shape on your head all day. The rangefinder assembly, with its tiny hinges and detail panel, gets printed in resin for the crisp edges. The T-visor trim that flexes slightly as you put the helmet on is a custom cut welding visor so it doesn’t crack under repeated stress. Three materials, one helmet, each chosen for what it needs to do.
Or a lightsaber hilt: PLA for the main tube, resin for the detail inserts and emitter shroud, PLA+ for the pommel cap that takes the most handling. All primed and painted together. Nobody looking at the finished piece can tell where one material ends and another begins — they just see a prop that looks and feels exactly right.
When you commission a build at Printed Props Workshop, I’ll always specify which materials I’m planning to use and why before any work begins. If you have specific requirements — a prop that needs to survive a particular environment, a wearable piece that needs to take daily use, a display piece where surface perfection is the priority — tell me upfront and I’ll build the material plan around your needs.
Ready to Commission Your 3D Printed Prop?
Whether your build calls for PLA, PETG, resin, or a mix of all three — the commission queue at Printed Props Workshop is currently open with a wait. Fill out the form and I’ll come back with a full material plan, options, and a quote.
